精度・速度を最大化するワイヤーカット加工の原理と加工時間の仕組みを徹底解説

ワイヤーカット加工の原理:放電現象で金属を溶かし除去する仕組み
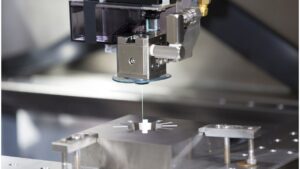
ワイヤーカット加工は電気エネルギーを利用して金属を少しずつ溶解し除去する加工方法です。導電性のあるワークに対し、電極となる細い真鍮線(ワイヤー)を高速で送りながら、微小な放電を繰り返すことで切断します。放電は局所的に1万度を超える瞬間的な熱が発生し、その衝撃力で溶けた金属が加工液により除去されます。
原理は単純ですが、この「熱で溶かす」という性質上、機械加工のように切削抵抗がなく、硬い材質や複雑形状でも加工しやすい特徴があります。
放電による加工の特徴
- 切削加工とは異なり工具がワークに接触しない
- 導電性があれば硬度に関係なく加工できる(超硬・焼入れ鋼など)
- 変形が極めて少ないため精密加工に有利
- 微細加工や複雑な輪郭加工に向いている
加工時間を決める主要因:速度は一定ではない
ワイヤーカット加工の加工時間は、単純な「距離÷速度」の計算では導き出せません。
実際の加工時間は、以下の5つの要素が複雑に絡み合って決まります。
| 要因 | 加工時間への影響 |
|---|---|
| ワーク厚み | 厚いほど放電除去量が増え時間が長くなる |
| 放電条件(粗・中・仕上げ) | 粗加工は高速、仕上げは低速 |
| ワイヤー線径 | 細いほど精度は上がるが速度は低下 |
| 材質の導電性 | 導電性が悪い材料ほど加工速度が低下 |
| 形状の複雑さ | 稼働時間のほか停止時間や補正動作が増える |
特に精度仕上げでは、3〜6回の多段仕上げを行うため、粗加工だけの2倍〜5倍の時間が必要になるケースもあります。
加工時間の基本式
加工時間 = 加工距離 ÷ 加工速度 + 仕上げパス時間 + 条件調整・補正時間
この加工距離は単純な輪郭長ではなく、角部補正・多段仕上げ・アプローチ長などを加えた“実際に機械が動く距離”を指します。
ワーク厚みと加工速度の関係:実務的な計算の考え方
ワーク厚みは加工時間を左右する最大要因のひとつです。一般的な速度の目安は以下の通りです。
| 材質 | 厚み(mm) | 加工速度の目安(mm/min) |
|---|---|---|
| 焼入れ鋼 | 10〜20 | 1.5〜2.5 |
| 超硬 | 5〜10 | 0.5〜1.2 |
| アルミ | 10〜30 | 3〜6 |
例えば、焼入れ鋼20mm厚を100mmカットする場合、
100mm ÷ 2mm/min = 50分(粗加工) 仕上げ3パスで+30〜60分 → 合計80〜110分
このように、単純な距離計算だけでは不十分で、仕上げ回数や形状精度も必ず考慮が必要です。
形状の複雑さが加工時間に与える影響
ワイヤーカットは形状の自由度が高い加工ですが、形状が複雑になるほど加工時間が大幅に増えます。理由は次の通りです。
- コーナー部での減速処理
- 小径Rや微細形状での電流制限
- 補正動作(ワイヤー後退→再進入)
微細なコーナーでは電流を弱める必要があり、その結果加工速度が1/3〜1/5まで低下することもあります。
加工精度と加工時間のトレードオフ
精度を高めるほど加工時間は増加します。特に±3μm以下の精度が必要な場合、以下の追加作業が必要です。
- 低電流仕上げパス(2〜6回)
- 加工液の清浄度維持
- 温度管理(±0.1〜0.3℃)
材質ごとの加工時間の違い:導電性が速度を左右する
放電は電気エネルギーが流れやすいほど安定し、高速加工が可能です。
そのため、材質によって加工速度には明確な差が生まれます。
| 材質 | 特徴 | 速度 |
|---|---|---|
| アルミ | 導電性が高く放電が安定 | 速い |
| 焼入れ鋼 | 安定加工が可能 | 普通 |
| 超硬 | コバルト量によって大きく変動 | 遅い |
特に超硬は、コバルト量が増えるほど加工速度が低下します。これは放電の除去効率が低下するためで、実務上は加工条件の最適化が必須になります。
加工時間を短くするための実務的な最適化ポイント
加工時間を短縮するためには、単に速度を上げるのではなく、放電が安定する条件を整えることが重要です。
最適化のポイント
- 放電条件の適正化(電流・パルス幅・パルス休止)
- ワイヤーの交換タイミング管理
- 加工液の水質管理(導電率・濁度)
- 加工経路の最短化(CAD/CAMで調整)
これらの調整によって加工速度は大きく変わり、場合によっては20〜40%の時間短縮も可能です。
よくある質問
まとめ:ワイヤーカット加工の原理と加工時間を理解することが実務の精度を高める
ワイヤーカット加工は、単純に見えて実際には多くの要素が加工時間に影響する高度な技術です。原理を理解し、加工条件を適切に選択することで、精度と生産性の両立が可能になります。